









Share :
Share :
With the best selling of milk tea, the requirements of milk tea cups are getting higher and higher, both light weight, and the matching seal of the lid should be good enough, when the lid is covered, there should be no leakage, and it should be easy to stack and reduce the transportation cost, it can be seen that the requirements of milk tea cup cover are high, which also raises the requirements for the molds of milk tea cups, next we explain the molds of milk tea cover from the technical level.
Depending on the use scenario (at home or in a factory), the plastic dustbin have to be strong enough. Therefore, when designing and manufacturing molds, it is important to ensure that the plastic products produced can be stacked under weight and will not be bent or deformed.
In addition, according to the specific design requirements of the product, the design of the mold should consider and increase or decrease the reasonable demold draft and make the corresponding anti-deformation treatment; under the condition of ensuring the quality, the rib can be added appropriately, which not only facilitates the release of the mold, but also saves part of the cost; meanwhile, the reasonable and sufficient rounding design is also conducive to the release of the mold and increase the strength.
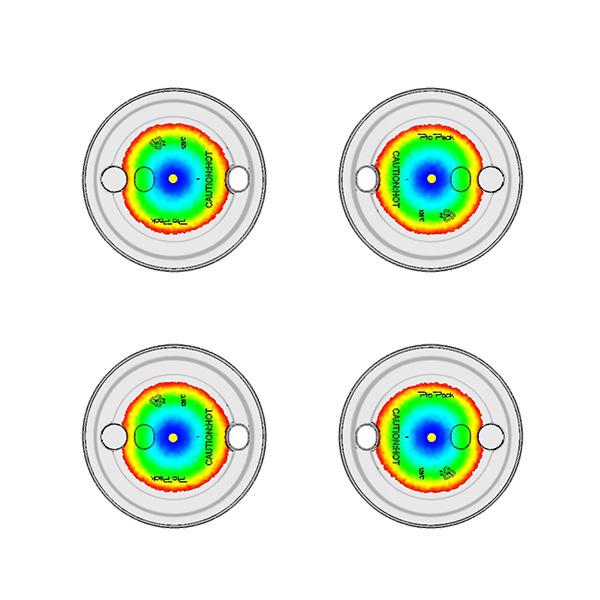
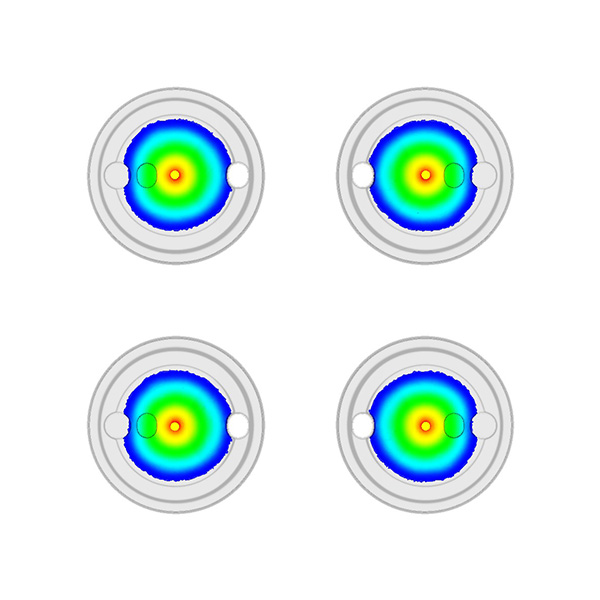
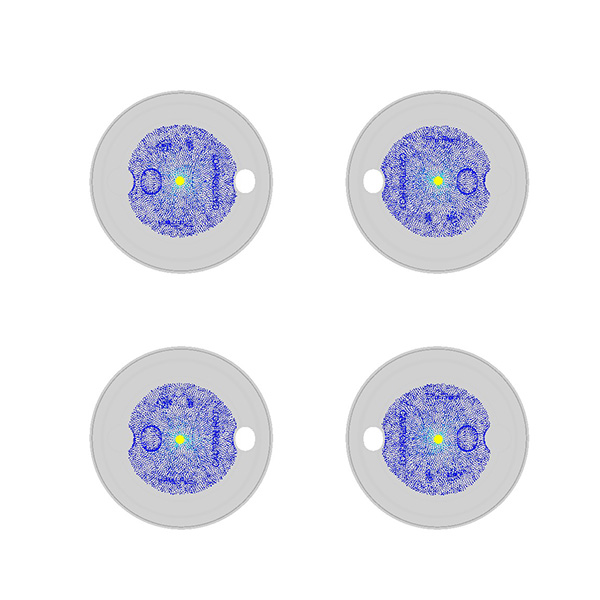
The location of the gate of the milk tea cover mould will be chosen in the middle of the lid to ensure that the product can be injected evenly during the injection process. Usually each product single point hot runner, 4 cavities is 4 points hot runner. Although the gate position has been fixed, it is still necessary to do mold flow analysis, which can analyze the injection pressure, injection speed and trapped air position of the product to reduce the problems during the mold making process.
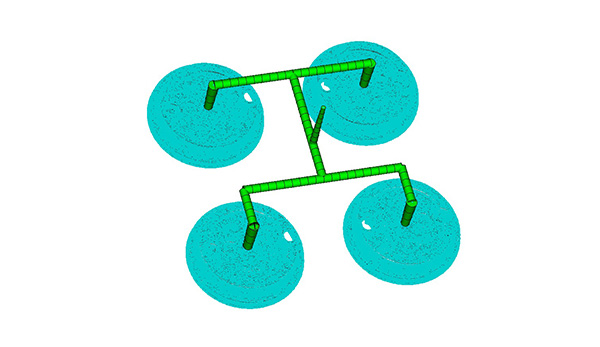
The flow channel of milk tea cover mould usually adopts multi-cavity multi-point hot runner, with the center into the pouring. It is better to use needle valve hot runner, which can ensure the beauty of the product surface and also shorten the injection molding cycle.
Since the product is not big, if the ejector pin is used, it will leave traces of ejector pin on the surface of the product, which reduces the beauty of the product and the production efficiency is not high. So for the milk tea cup lid mold, we choose air ejector, that is, after the product injection molding is completed, through the air door above the core blowing ejector, not only to ensure the beauty of the product, but also to reduce the production cost.
The production cycle is important for making the milk tea cover mould. A good cooling waterway can make it possible to produce molds with 4-6 seconds of drying time, which has high requirements when considering how quickly these cups are made; in order not have any issues during processing or design stages one should take care that their cavity and core areas have evenly distributed air portals so they do not get too hot near either end while still remaining cool enough throughout all regions within this machine’s range (around 60 degrees).
The 6 – 8mm spacing between each individual tunnel opening also helps keep things running smoothly by ensuring there isn’t excess heat build up due an obstruction somewhere along its length.
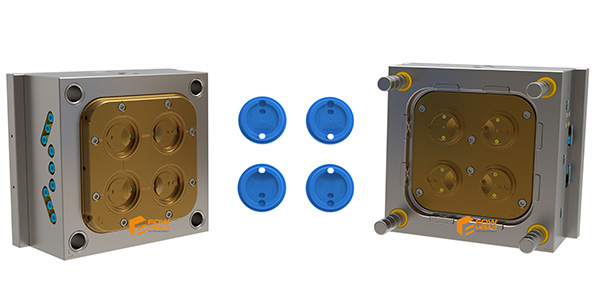
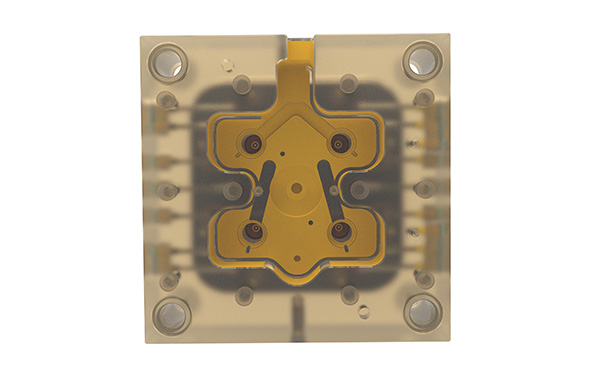
Milk tea cover mould is generally multi-cavity, the mold is not large, but the processing accuracy requirements are very high, the tolerance between each cavity can not exceed 0.01mm, if the tolerance exceeds 0.01mm, it will lead to uneven products, even some products can be injection molded, some products can not be injection molded. The core and cavity part of the mold will be inlaid, on the one hand, it can be processed separately to save processing time, and on the other hand, it is to facilitate the maintenance and replacement problem at the back.
Milk tea cover mould are multi-point hot runner, when testing the mold, you need to carefully check the temperature control box and each point of the hot runner correspondence, temperature control box to increase the temperature to about 190 degrees, injection molding time to increase the injection pressure, reduce the injection time, the product molding cycle in 4-6 seconds, due to the short production cycle, it is best to use robotic pick-up parts to improve production efficiency.
The difficulty of milk tea cover mould is mainly processing accuracy, processing equipment tolerance requirements in 0.0025mm, whether it is core or cavity, and manifold plate need to meet the accuracy requirements, as long as there is a higher precision CNC equipment, the mold made are basically qualified. Secondly, the mold assembly should be careful, the mold core and cavity can not have any bruises, especially the core, once the bruises will lead to the core scrap. Finally, we should check the mold waterway carefully, once the waterway is blocked, it will lead to high mold temperature, thus affecting the injection.
Please contact us using the form below or emailing (harry@fowmould.com)