









Share :
Share :
Injection molding cycle time is a crucial component in the efficacy of mold manufacturing process, and hence a huge influence on the cost and bottom-line consequences of any injection molding project you undertake. In short, the faster your cycle time (while keeping an acceptable degree of quality), the more components you can make with less machine time and the cheaper your overall expenses.
While the injection molding cycle time is a significant contributor to your company’s overall performance, it is a procedure that should not be rushed. This article aims at providing a deeper understanding of the injection molding cycle and how injection mold cooling affects the overall outcome of the process.
Source: Pinterest
Cooling time is an essential aspect of the injection molding cycle that consumes the majority of the cycle time. It has a significant impact on the end product/ service, and it is not an aspect where you should joke around taking shortcuts. Adequate cooling time is not just important for part quality; it is also the most time-consuming element of an injection molding cycle.
Cooling typically accounts for 80 to 85 percent of total cycle time. When you realize that the cooling portion of the cycle is the inverse of the enormous amount of heat necessary to liquefy the plastic resin during the injection process, the 80+ percent figure sounds reasonable.
Let’s take a look at the cooling process as part of the whole injection molding cycle to see why it’s so important:
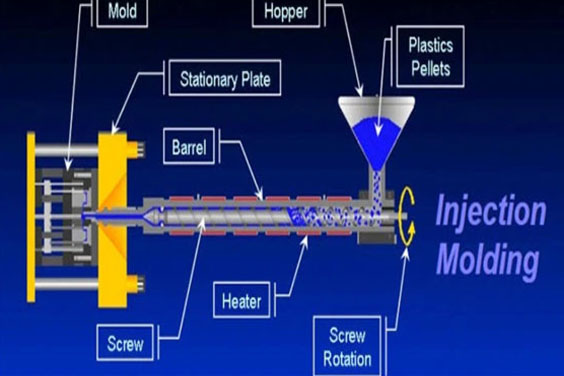
Heating of resin: The base resin is heated to temperatures that liquefy it and takes it to the proper viscosity and mass flow for injection during this initial stage.
Injection: The hot mixture is poured into the cavity or cavities of the mold.
Packing and holding: Injection continues as some of the previously injected material cools and shrinks. The pack/hold stage injects extra material into the cavity to ensure that it is filled, and then “holds” the material in place to prevent backflow.
Source: Pinterest
After the above step is complete the cooling system then takes up its work in the following process;
Cooling: The cooling stage is deemed to have commenced once the packing/holding stage is completed. Although the material starts to cool as soon as it leaves the heating injection nozzle and penetrates the mold cavity, cooling time should only be determined after packing and holding. The liquefied resin begins to re-solidify and take on the shape of the mold cavity at this time.
Ejection: Once the material has cooled and set enough to keep its shape, the part can be expelled using the mold ejector pins.
Quality control: Parts are inspected on-site to ensure appropriate manufacture and quality. Inadequate cooling time can result in part faults and rejections, which we will discuss momentarily.
The shortest achievable cooling time will be determined by how quickly heat can be transmitted at each stage of its journey; thus, the shortest achievable cooling time will be determined by the slowest stage. Because plastic is a poor thermal conductor, the first stage represents a bottleneck in the transfer of heat; the only method to speed up heat conduction is to lower the cavity wall temperature.
Cooling channels of an injection mold cooling design should be placed as close to the surface of the mold as possible to reduce the amount of energy used to cool the mold while increasing the amount of energy used to cool the part. The goal of cooling is to solidify the part as soon as feasible. Using cooling effectively not only saves cycle time but also energy consumption.
Source: Unsplash
The most serious problem that improper or insufficient injection molding cooling time may cause is faulty and rejected parts. Parts that have not yet hardened sufficiently to keep their shape will most likely be damaged by the firing of the ejector pins.
Improper or insufficient cooling, as well as improper mold design, can result in part faults such as warping, shrinking, sinking, and other issues. A consistent, well-engineered cooling rate is one of the most important actions you can take to improve the quality of your completed products and lower your failure rate.
Another thing to keep in mind is that proper cooling temperature does not imply attaining, say, room temperature or being cold to the touch. A part should only be cooled when it retains its shape and can be securely extracted from the mold.
Any additional cooling is ineffective (or barely effective) and will merely increase the cycle time unnecessarily. Finally, analytically predicting the required cooling time for your part can assist you to prevent both excessive and insufficient cooling time.
Before we get into the issue of cooling time, let’s go over the procedure. To dissolve plastic resin for injection, an extremely high temperature is needed, and the cooling process could take up to four-fifths of the cycle time, if not longer. The temperature altering steps leading up to the final output are represented by the following plastic injection molding elements:
The base resin is liquified by being exposed to high temperatures, and after melting to the suitable viscosity, it is poured into the mold.
Source: Unsplash
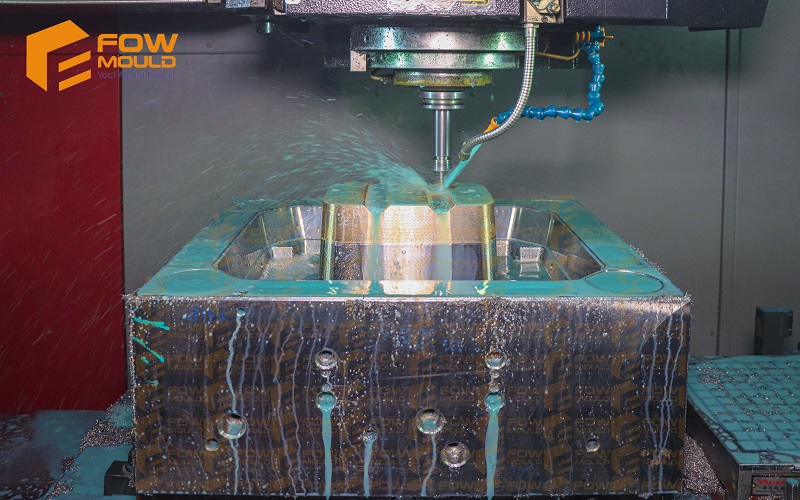
Mold cooling, as seen above, plays a significant role in injection molding cooling time. Mold design is also important in this case: Cooling channels may and should be incorporated into the mold wherever possible to aid in more efficient heat distribution.
If you evaluate the heat pathway in the cooling process: from the material to the mold, to the ambient surrounding environment, the need for proper mold cooling becomes clear. Efficient mold cooling equates to effective overall cooling.
When cooling is not done properly, the plastic portion does not firm sufficiently, resulting in injection molding defects from the firing ejector pins. The cooling process can be influenced by the design of a mold, resulting in enhanced shrinking, sinking, discoloration, warping, and delamination.
If cooling channels are incorporated into the mold’s design, they can aid in heat dissipation and lower the temperature of the cavity wall, resulting in even cooling. Excessive cooling, on the other hand, might result in an unacceptably long cycle time, which is why molding producers must be capable of precisely calculating cooling time.
To be more precise, cooling time is important for the following reasons;
To assist us in designing the mold’s cooling system: We need to know how efficient the cooling system needs to be to remove a specified amount of heat energy from the molten polymer in a given amount of time.
To figure out how much each molding will cost, do the following: The cooling time in injection molding is included in the overall cycle time, which is used to calculate the molding cost.
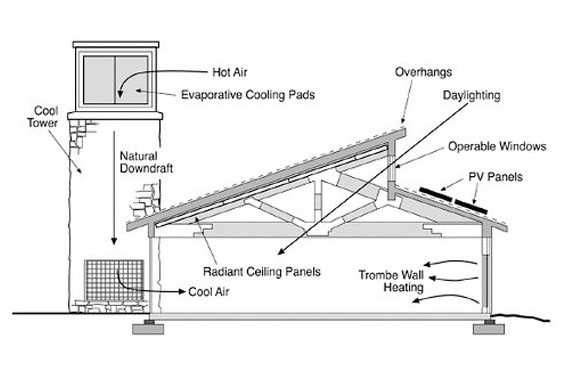
New cooling approaches, including conformal cooling and pulsed cooling, enable cooling channels to be more effectively dispersed throughout the mold, resulting in lower cooling loads, cooling periods, and cycle times. Conformal cooling can also be used in conjunction with evaporative cooling to significantly minimize the cooling demand.
Source: Unsplash
Cooling time can be determined using an equation that involves wall thickness and the thermal conductivity, density, and energy needed to increase the temperature of the plastic. The projected time is also determined by the choice of thermoplastic used, as each has a distinct melt and mold temperature. This is a complex equation, but if you’re working with an experienced injection mold manufacturer, they’ll be familiar with it.
Cooling time in plastic injection molding must not be hastened despite taking up the bulk of the cycle time. Patience, mold design, and precise calculations are required. For the sake of simplicity, it is assumed that cooling begins only when the mold has been filled. It is also expected that at the start of cooling, the melt has the same temperature throughout the cavity and that the cavity wall temperature remains constant throughout the cooling process.
Source: Pinterest
Traditional cooling is ineffective because it does not conform to the geometric outline of a product, limiting its cooling impact. Conformal cooling, on the other hand, produces an even cooling effect and exhibits its advantages in the case of complicated models.
Because conformal cooling channels are not constrained by standard cooling procedures, they can be constructed with great freedom. They meticulously adhere to the product profile to successfully address the issues of dead zones and heat accumulation. This benefit is especially noticeable when the channels are used for geometric goods.
Traditional cooling channels are unable to precisely follow the geometric features of items and hence have a limited cooling effect. Conformal cooling channels, on the other hand, provide homogeneous cooling and are especially useful in complex molds.
Molds with conformal cooling channels are made using laser sintering, which is costly and consequently not widely utilized in general industries. Despite their high cost, conformal cooling channels are increasingly being employed because they can significantly shorten cooling times and improve molding operations quality.
The above-mentioned process details each requirement of the injection molding cooling process. And it cannot be emphasized enough that cooling time in plastic injection molding must not be hurried despite taking up a large portion of the cycle time. To develop a cooling time that results in maximum manufacturing speed, a blend of patience, precise mould design, and precise mathematics is required.
There are a variety of considerations you need to look into while developing or contracting injection molding services. If you need any help, please contact us to get professional plastic injection molding service.
Please contact us using the form below or emailing (harry@fowmould.com)