Share :
Among plastic products, many industrial products and civil products have internal and external thread designs. Solving the problem of thread demolding of plastic parts is the key to the design of such molds.
Generally speaking, there are two types of methods for dealing with thread problems of plastic parts:
One is the method of forced release when the plastic parts and resin allow.
One is plastic parts with deep threads, high resin strength, and high thread precision requirements, which must be rotated out.
In the rotary de-threading structure, it is divided into two types: manual de-threading and automatic de-threading. The production efficiency of manual de-threading is low, but the mold structure is simple, which is suitable for small batch production. The automatic de-threading efficiency is high and the quality is stable, which is suitable for mass production.
In the structure of the automatic rotary unthreading die, the reliability, stability and practicality of the structural design must be achieved.
The structure of the motor-driven automatic de-threading die described below is stable and reliable.
We should pay attention to the following points when designing moulds.
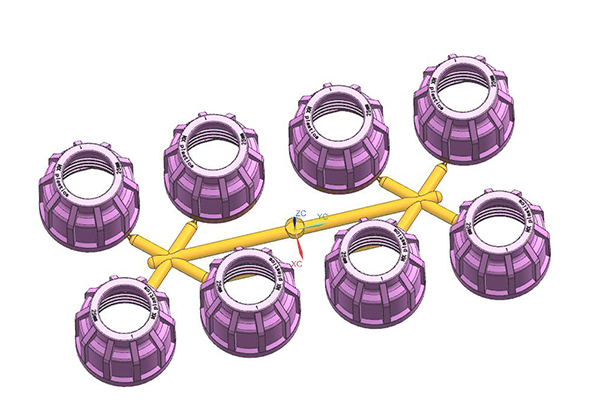
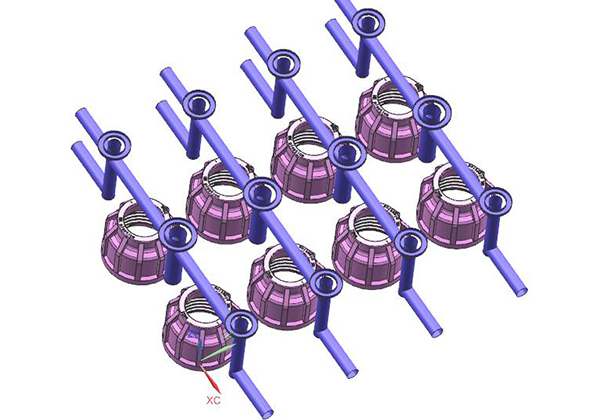
The screw cap should be reasonably designed according to the function of use and matched with the bottle.
Appropriate gaps should be left for later revisions.
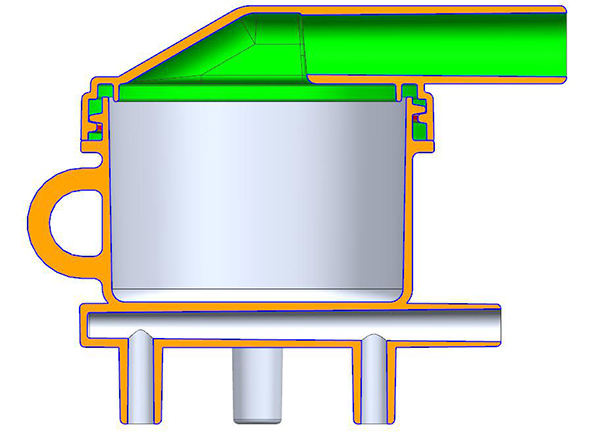
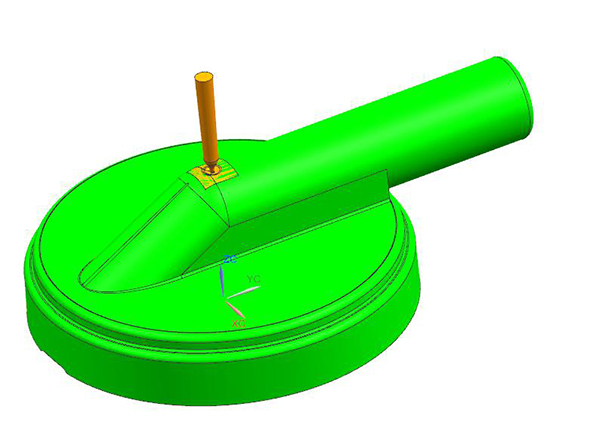
Threaded Cap Mold Gate Design
Generally, there are various forms, such as side gate entry and top hot runner entry.
There are generally three types of screw caps commonly used: push plate forced demoulding, motor rotary demoulding, and rack pull demoulding.
The structure of push plate forced demoulding is simple and suitable for lids with few thread undercuts.
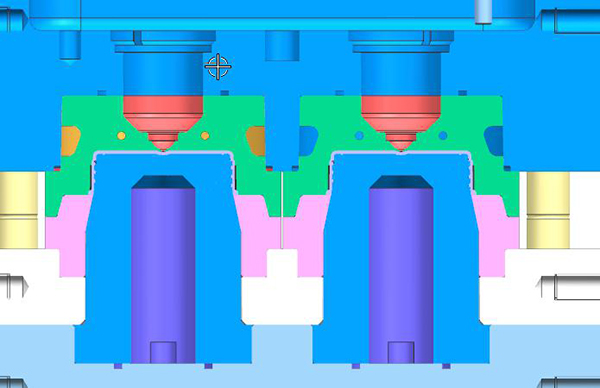
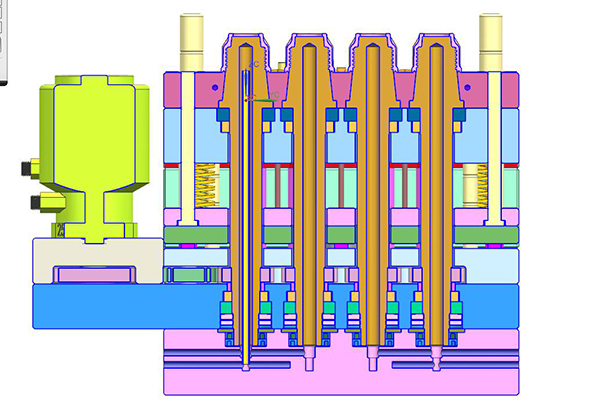
2) Motor Rotary Demoulding
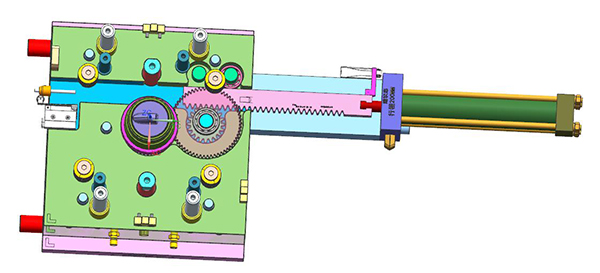
3) Rack Pull Demoulding
The cooling of the screw cap mold is very important. Reasonable cooling can reduce the deformation of the product and shorten the injection cycle. Appropriate size of water channel diameter and uniform distance can ensure uniform cooling of the mold.
Please contact us using the form below or emailing (harry@fowmould.com)