Injection Molding Sprue, Runner & Gate
- Home
- > Blog
Share :
Share :
Share on facebook
Share on pinterest
Share on twitter
Share on linkedin
Injection molding is a manufacturing procedure for creating molded plastic products by inserting dissolved substances into a mold. After that, the products will be cooled and solidified. Some of these common materials include thermoplastic and thermosetting polymers. Other materials include glass, metal, elastomer, confection, and more.
The sprues, runners, and gates achieve the purpose of transmitting the melted plastics from the nozzle of the injection component to the particular compartments. With injection molding, it is easy to make products of different categories like commercial products, medical parts, automotive, consumer goods, injection molding toys, home products, decorations, sports goods, and many more.
What is Injection Molding

Injection molding is a manufacturing technique for generating plastic components by injecting melted substances into a mold. Injection molding is ideal for producing a bulk amount of products that have complex structures. In general, the injection molding procedure is split into six primary steps. They are clamping, injection, dwelling, cooling, mold opening, and removal of products.
Plastic manufacturing companies use injection molding to produce several things. Examples of injection molding products are automotive plastic parts, packaging, toys, bottle caps, small combs, and other musical instrument parts. Manufacturers also rely on injection molding for making storage jars, tiny tables, plastic objects, and furniture molding.
After making a practical, errorless mold, the injection molding procedure is relatively repetitive and can be used for mass production. Benefits of injection molding include identical product manufacturing, fewer scrap losses, minimal labor costs. However, the early expenses for mold design are high because of the testing, design, and tool necessities.
What is Injection Molding Sprue?
First of all, all types of mold, such as automotive mold, plastic bottle mold, or plastic toy mold, have a sprue. In fact, it is the point of contact between the mold and the manufacturing machine. Sprue is the passage through which the liquid substance (for example, polystyrene or polyvinyl chloride) will move into the die, where that substance cools down and solidifies to create components.
The sprue retains a concave spherical seat, and it is crucial that the sprue seat and nozzle tip retain the same radius. If the sprue seat and nozzle tip have different radii, the material tends to leak, making the parts inconsistent. The molten plastic flows through the sprue, and it reaches the runner system. But, there are some exceptions. For example, in huge parts, the sprue can function as both gates and runners. It is called direct sprue gating.
The single-cavity molds retain direct sprue gating when the sprue is linked directly to the molded component. Primarily, the cooling period of the sprue specifies the creation of a single-cavity mold.
Sprue Bushing Injection Molding
In any injection molding, such as auto molds, the sprue bushing is the metal part that helps in linking the mold with the injection molding machine. It is crucial to give sufficient cooling of the sprue bushing. Besides that, the diameter of the tiniest entrance in the sprue bushing must be small and authorized by adequate cavity filling. As filling the cavity varies based on several factors, there are no generally applicable rules.
In a sense, the sprue is also a component of the runner. It enables the molten plastic substance to be inserted into the mold via the nozzle of the injection molding machine. The bolt-type sprue bush is adjusted with two bolts, and it helps in deterring the sprue from getting disconnected by the pressure of high injection.
There are different types of sprue. However, type A, type B, and type C are the most commonly utilized ones. The sprue made from the hot functioning dies steel SKD61 will show heat or wear-resistant properties. Generally, the feed throat is constructed into a chamfer R to avoid leakage of plastic materials.
What is an Injection Molding Runner?
The runner in the injection molding is a channel that is cut into the mold. It enables the plastic substance to seep into the cavity from the nozzle. In short, it moves the material into the center of the mold plate. The runner design influences the quality of the component and the efficiency of molding.
In general, the primary runner is present along the centerline of the plastic injection mold design. It protrudes with the pin of the injection molding machine nozzle. The axle of the runner must be straight to the departure surface in both vertical and horizontal injection mold machines.
The runner design needs to reduce melt temperature and pressure loss. The cone shape design is relatively reasonable to stimulate the reduction of the solid substance. A thick runner will create high filling pressure, which could result in unwanted long cycle duration. Besides that, the heavy runner will also increase the expenses related to regrinding. Hence, the optimal runner design should have a perfect balance between the filling pressure and mold feasibility.
Injection Molding Runner Design
If there is only a single cavity in the injection molding toys, the runner should have only one branch. In the case of numerous cavities, the runner needs to have several branches to ensure an adequate balance of flow. Hence, every cavity will get a sufficient amount of substance.
While designing the runner, it is crucial to comprise a cold slug at every point where there is a tough shift between branches. As the molten plastic substance moves through the runner, it starts to cool down. The cold slug is the region where the cold plastic material is released to deter it from reaching the gate.
A runner can be cut into a broad mixture of shapes. They are full round, half-round, quarter round, trapezoid, wide trapezoid, and parabolic. In comparison to all, the full round runner is the most productive runner structure because it retains the shortest pressure drop on the exact quantity of substance.
The parabolic runner is another efficient runner with a cross-sectional shape. It has a relatively common pattern because it is just a little less efficient than a full round. The parabolic runner has to be cut only into a single side of the mold. The remaining runner shapes are not fully effective, so they are not used much.
In the automotive injection mold filling, the freezing happens because the heat of the plastic melt will transmit to the mold. As a result, the less melting substance will flow through the runner with an incredible drop in pressure. A round runner can make the tiniest cross-sectional area of the cold wall.
The trapezoid runner is a better alternative to the round runners as it only needs machining in one mold half. A round runner must need matching and minor flow limitation of two mold halves.
Types Of Runner Systems
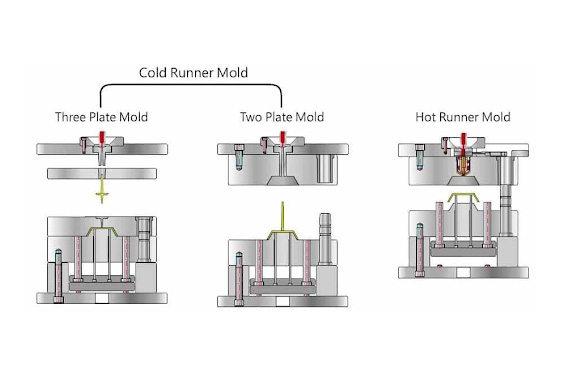
Generally, there are two main types of runner systems: a hot runner and a cold runner.
Firstly, a cold runner is cut along the departure line of a mold. After that, they are cooled down and solidified and then are removed from the mold in every molding cycle. The cold runners are known for their consistency and simplicity.
The hot runner is also known as a non-solidifying runner. It is a technical heated channel that can keep the material in molten form. The main benefit of a hot runner is there is no need to regulate the frozen or solidified runner. While constructing thin automotive plastic parts, it will function in quick cycles. However, a hot runner is quite complicated, expensive, and needs more maintenance.
What is an Injection Molding Gate?
Lastly, the plastic chair mold molten substance moves into the gate. During the injection molding procedure, sometimes a few problems will arise there. Gates are a bit complicated, but realizing their objective could assist in constructing an adequate gate for plastic injection molded components. In general, the gate is a sleek nook between the primary runner and the mold cavity. Besides that, this intersection is the smallest part of the entire mold.
The primary function of the gate is to let the molten plastic material move into the mold cavity instantly, which is effective for immediate cavity filling. After filling, the gate is compressed to halt the cavity, deter the dissolved plastic from dropping and avert the quick pressure drop of the cavity. Inadequate backup pressure tends to generate shrinkage holes or dented sides on the product.
Many believe that the bigger gates are better. A large gate could help in entering the substance into the cavity. But, it often results in unwanted traces that need to be hand-worked as an inferior operation. It is known as gate trimming.
Different Types Of Injection Molding Gate

Generally, the decent gate location on any component is where the widest wall section is present. There are different types of gates, so here is a brief description of each type of gate:
Direct Gate
The direct gate is the most commonly utilized type for one cavity molds, and it needs limited injection pressure. You can find this gate type in several home appliances and consumer products like washing machines, refrigerators, television, dust bins, printers, and more.
Fan Gate
Like its name, the fan gate has a similar design which resembles a fan. It allows mold flow to pass into the cavity via a broad entrance. The fan gate is utilized to develop a reliable flow into large parts, and it helps to prevent deformation.
Pin Gate
The pin gate is, particularly for 3 plates molds. It is ideal for horizontal, shell, or box components. The pin gate makes it possible to decrease the flow structure and exposure stress. In this, the product’s shape helps in specifying the angle. Plus, the gate cross-section should not be larger than the runner cross-section. The pin gate is best suitable for several plastics, like ABS, PP, and POM.
Edge Gate
Many paint bucket mould manufacturers and other injection molding companies mostly choose edge gates due to their flexibility for filling a component. Plus, it is easy to segregate from the molded material, and edge gates are inexpensive.
Diaphragm Gate
In a sense, the diaphragm gate can be considered as a unique form of the annular gate. It is mainly utilized when the core of the component has a bigger diameter than the primary channel. The diaphragm gate is ideal for ABS, PS, AS, and PA injection molding. It deters flow marks and works the same as the direct gate with a fewer pressure loss.
Tunnel Or Submarine Gate
A tunnel gate is best for 2 plates molds. Also, the gate point is relatively tiny, and the gate location is located in an uncritical region. The injection mold opening and trimming of this gate are very simple. Besides that, the tunnel gate is primarily used for automatic plastic products creation.
Tab Gate
The tab gate is commonly utilized in lengthy and flat plastic components. This gate is located at the thin side and retains a total of ¾ of the wall thickness. Its primary objective is to lessen the shear stress produced around the gate.
Conclusion
In short, injection molding is a procedure using which one can create highly versatile components and products. In the molding machine, the sprues, runners, and gates assist in melting, cooling, solidifying, and finally making the products or parts. Injection molding can be used for a broad mixture of applications. For example, there is a separate automotive injection mold for producing certain types of auto parts.
Likewise, there are different molds for creating chair components, children’s plastic toys, action figurines, a 3d printing plastic prototype, bucket mould, custom plastic parts, various home appliances, plastic storage bins, wall containers, and many more.