In the injection molding process, the draft angle is a critical design factor that directly affects part ejection, mold lifespan, and production efficiency.
An optimal draft angle helps reduce molding defects, improves efficiency, and lowers maintenance costs for molds and equipment.
Understanding the injection molding draft angle, its influencing factors, and optimization methods is key to enhancing product quality and manufacturing efficiency.
This article explores the technical aspects of draft angle for injection molding, providing insights to improve injection mold design and production processes for better results and cost-effectiveness.
What Is The Draft Angle For Injection Molding?
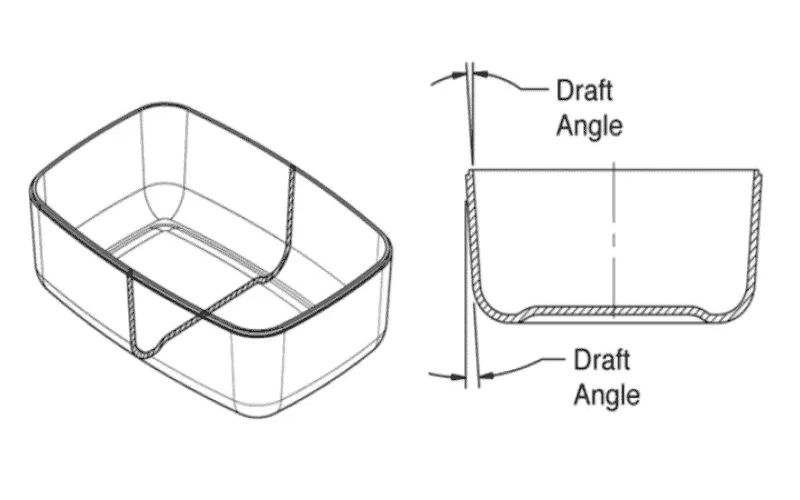
The draft angle is an important parameter in mold design. It is defined as the slight incline angle formed between the mold cavity wall and the direction of ejection.
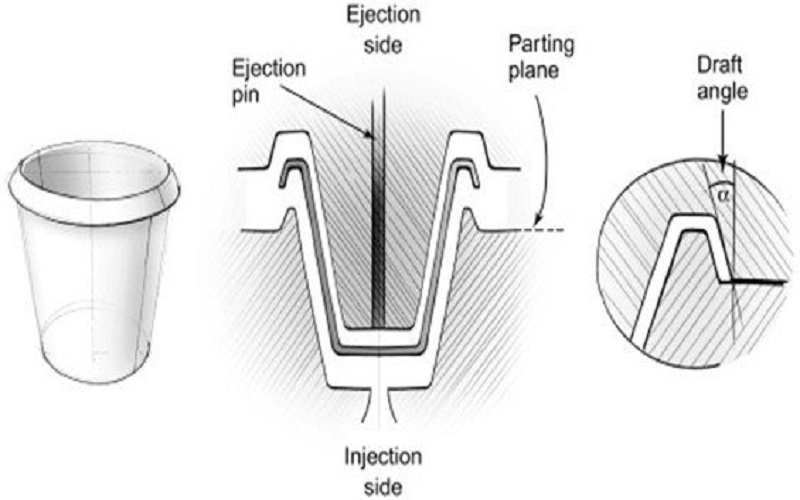
To ensure the molded part can be smoothly ejected from the mold, a draft angle must be set on the walls (including side cores and reinforcing ribs) in the same direction as the mold opening and closing.
Typically, this angle is determined by the mold designer during the design process, based on the part shape, material properties, and production process requirements.
Why Draft Angle Is Important In Injection Molding?
The injection molding draft angle plays a crucial role in the injection molding process, primarily in the following ways:
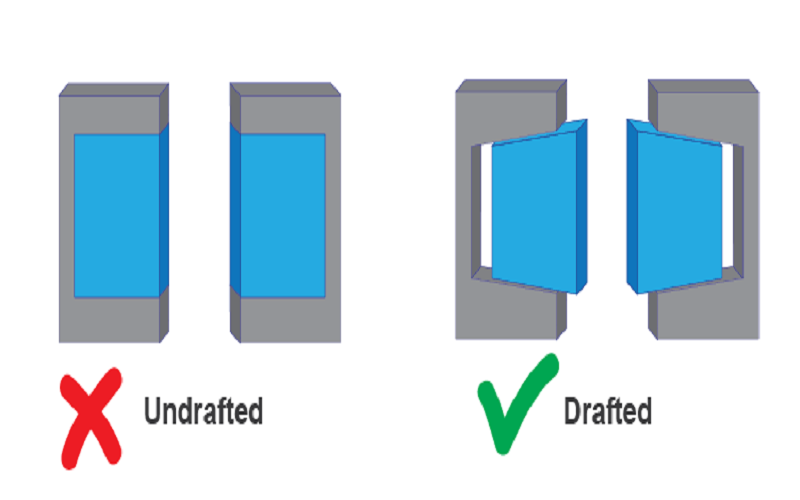
Smooth Ejection: An appropriate draft angle significantly reduces the friction between the molded part and the mold, allowing the part to be easily separated from the mold after cooling and solidification.
This helps prevent issues such as mold sticking or damage to the mold components.
Mold Protection: A properly designed draft angle reduces the risk of damage to the mold cavity, ejector pins, or other mold components caused by forced ejection.
This contributes to extending the overall lifespan of the mold.
Improved Product Quality: By minimizing problems such as deformation, scratches, or excessive material pull during ejection, the draft angle enhances the product’s appearance and dimensional accuracy, ensuring a higher-quality finished part.
Design Guidelines Of The Draft Angles
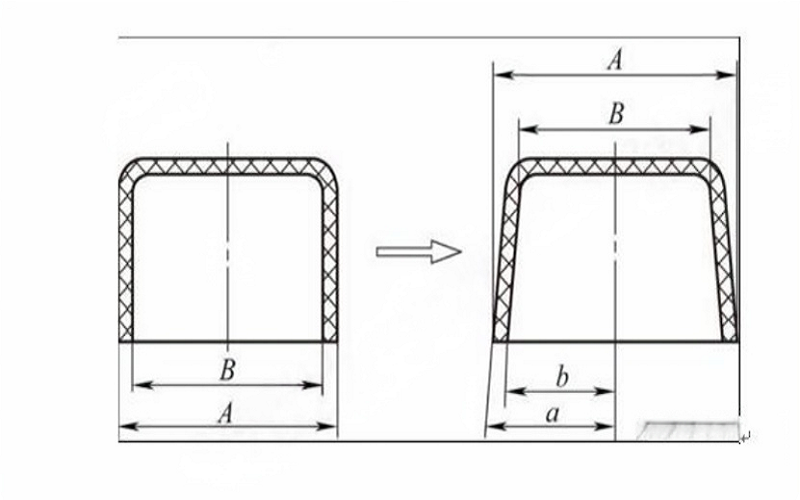
1.For internal holes, the draft angle is determined based on the core direction, expanding outward. For external shapes, the draft angle is determined based on the cavity direction, contracting inward.
2.Generally, the draft angle on the cavity side (a) should be greater than that on the core side (b) of the mold.
This ensures that the molded part stays in the moving mold when it opens.
However, when the part is tall, this can result in uneven wall thickness, so in practical design, a = b is typically used.
3.Different Types Of Plastics Require Different Draft Angles:
- Hard plastics > soft plastics;
- Plastics with a high shrinkage rate > plastics with a low shrinkage rate;
- Reinforced plastics should use a larger draft angle;
- Self-lubricating plastics can use a smaller draft angle.
- Common plastic draft angles are shown in Table 1:
Materials | Draft Angle | |
| Cavity a | Cavity b |
PP、PE、PVC | 45′~1° | 30′~45′ |
ABS、PA、POM、PPO | 1°~1°30′ | 40′~1° |
UPVC、PC、PS、PSF | 1°~2° | 50′~1°30′ |
Thermoset Plastics | 40′~1° | 20′~50′ |
4.The geometry of the molded part:
Parts with complex shapes or many forming holes should have a larger draft angle; parts with larger heights or deeper holes should have a smaller draft angle.
Calculation formula:
θ = draft angle;
H = wall height or rib height;
X = reduced wall thickness (or tilt deviation)
tanθ=X/H
5.For precision-designed parts, a smaller draft angle is typically required.
That is, for parts with larger depths (heights), the tilt deviation X should be controlled within a specific range.
For example, for a part with a height of 100mm that requires high precision, the deviation at the top and bottom should be controlled within 0.15mm.
Thus, tanθ = 0.005, and θ ≈ 0.25°.
6.The surface roughness of the mold cavity also affects the draft angle:
- Transparent parts, mold cavity with mirror polish: For small parts, draft angle ≥ 1°, and for large parts, draft angle ≥ 3°.
- Parts with a textured surface, mold cavity side surface sandblasted or corroded: Ra < 6.3 μm, draft angle ≥ 3°; Ra ≥ 6.3 μm, draft angle ≥ 4°.
- Parts with spark patterns, mold cavity side surface not polished after electrode processing: Ra < 3.2 μm, draft angle ≥ 3°; Ra ≥ 3.2 μm, draft angle ≥ 4°.

How To Calculate The Minimum Draft Angle?
The draft angle affects the ejection of the molded part. If the draft angle is too small, the ejection resistance increases, causing the ejector mechanism to lose its effectiveness.
In general, the draft angle should not be smaller than the minimum required to prevent the part from being stuck in the mold.
Item | Minimum Draft Angle (′) | Item | Minimum Draft Angle (′) | ||
| General Situation | Special Situation |
| General Situation | Special Situation |
General Situation | 3 | 2 | Grid, Holes | 5 | 4 |
When Draft Angle Cannot Be Too Large | 1/2 | 1/4 | Leather Texture | 6 | 4 |
Protruding Ribs | 5 | 4 |
|
| |
Methods For Optimize The Injection Molding Draft Angle
Optimizing the draft angle for injection molding can significantly improve production efficiency, reduce defects, and ensure product quality.
Below are some common optimization methods:
- Use of Draft Angle Structures
In mold design, incorporating structures like draft angles or tapered inserts can help increase the draft angle, allowing the molded part to be ejected smoothly.
- Designing Appropriate Ejector Systems
For complex part designs, ejector pins or internal sliders can be used to address insufficient draft angles, avoiding the need for significant changes to the angle.
- Selecting Suitable Mold Materials and Surface Treatments
Choosing the right mold materials, such as hardened steel or chrome-plated surfaces, along with appropriate surface treatments (e.g., coating or spraying), can reduce friction between the part and the mold, enabling the use of smaller draft angles.
- Temperature Control Optimization
Proper temperature control helps the plastic flow and cool more efficiently, reducing shrinkage. This, in turn, reduces the dependency on a large draft angle, improving both the ease of ejection and the quality of the part.
Conclusion
In conclusion, the draft angle is a crucial element in the injection molding process, as its setting directly impacts both product quality and mold lifespan.
A properly designed draft angle can effectively reduce defects during injection molding, improve product quality, and extend the mold’s service life.
During the injection molding process, the draft angle should be set appropriately based on the specific product requirements and plastic material to ensure both product quality and mold longevity.